lineGrip rubber plates – specs, features, types
Editing in progress! This article will be supplemented with more detailed content/images/videos soon...
lineGrip rubber plates – specs, features, types

The lineGrip Type-3™ & Type-4™ rubber plate is the element that makes the lineGrip so reliable and safe, and differentiates it so much from all the other attempts that have been made by others with line-grabbing devices.
The biggest challenge, when dynamically grabbing a slackline and applying high loads, is not the integrity of the metal parts, but solely achieving a reliable connection to the webbing without damaging the fibers.
Using any rubber compound available on the market today doesn’t do the job in most situations, therefore the lineGrip is equipped with a specifically developed rubber.
The Type-3™ rubber coating on the clamping plates is a custom compound made from 18 specific ingredients. It includes special additives, such as softening agents to ensure softness up to -10°C, high tech compounds to increase mechanical stability, smearing inhibitors to reduce smear at high temperature, and silica to increase mechanical grip on the webbing.
In combination, these ingredients form a rubber, that will create a reliable connection to the webbing without ever harming it in any way, even if it should slip under certain extreme conditions.
Catch up on a little history and development background of the lineGrip rubber >
The rubber evolution
To date, there are 4 lineGrip rubber evolutionary stages:
Type-1 rubber
Seen in the image to the right (or top, for mobile), was the best we could do at the time, while we were developing our custom rubber compound. It worked quite well, except for heat above 30°C. This rubber was used for the first 20-30 pre-series models.
The screw cavity was not yet pre counter sunk and had to be machined after the rubber was vulcanized.

Type-2 rubber
Seen in the image to the left (or top, for mobile), was the first series batch manufactured with the newly developed Prototype-#26 compound vulcanized to stainless steel carrier plates..
This rubber compound was perfect in terms of performance, but the rubber coating had need for improvement in the screw cavities and most important of all, needed the steel carrier plate replaced by aluminum.
Notice the un-chamfered screw cavities. These were prone to increased wear.
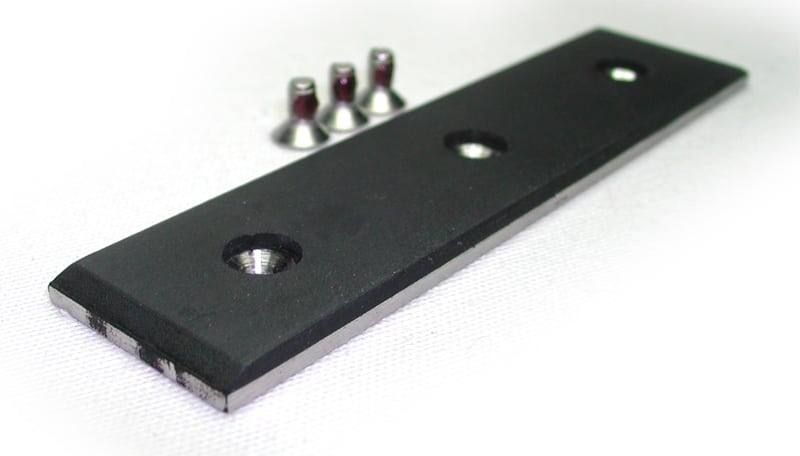
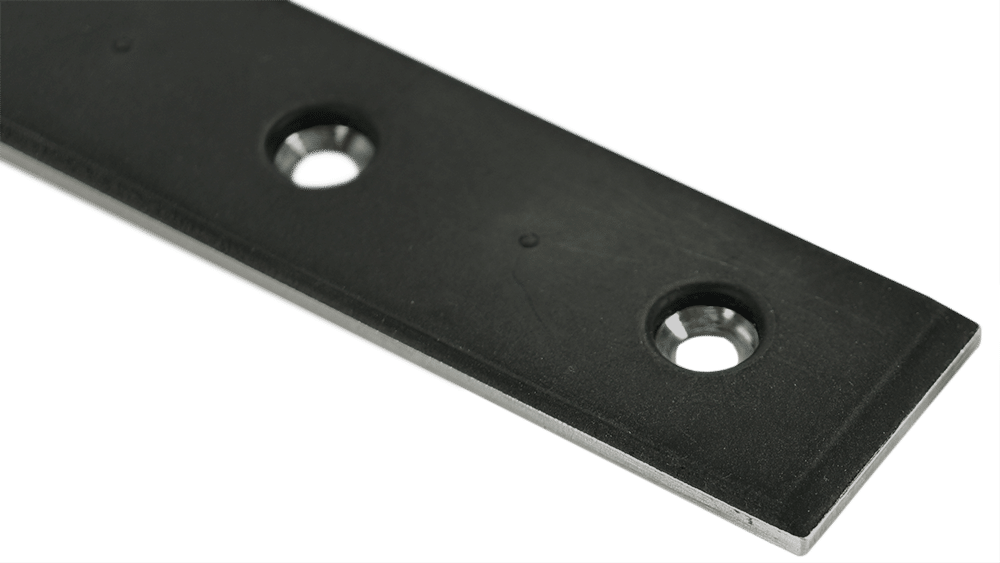
Type-3 rubber
Seen in the image to the right (or top, for mobile), is a significantly refined version, with 4 major improvements.
Firstly, it contains more silica to increase mechanical grip to high-tech webbing such as dyneema, spectra, vectran, aramid, etc.
This is also the very first series that has chamfered screw-cavities which significantly reduces wear at these highly stressed areas.
Furthermore this revision is now manufactured fully automatic, with high pressure rubber-dough injection into the vulcanizing mold. This greatly increases production throughput and reduces excess rubber overspill.
And last but not least, starting with Type-3 rubber, the stainless steel carrier plate was replaced by aluminum AW 7075-T651 plates. This drastically reduces weight by 60% and eliminates the dreaded metallurgic corrosion, that occurs between different metals in the presence of water.


Type-4 Plate – final evolution!
Seen in the image to the left (or top, for mobile), is a significantly refined version in terms of carrier plates and rubber surface.
The coating is made from the same excellent Type-3 rubber compound, which had no reason for improvement. It is literally still the best rubber we could imagine to have 🙂 But the surface now features thousands of micro lamellae (see macro image) which double the surface area and catch on surface irregularities of the webbing thus greatly improving grip on the webbing, similar to a snow tire on snow or ice.
The second improvement is in the carrier plate, which is now made of new aluminum alloy EN AW-5754 (AlMg3) 3.3535. This alloy is much more corrosion resistant than the 7075 aluminum alloy used for the Type-3 plates.
For you as lineGrip user this means the rubber plate will react much less – almost not at all in fact – with the lineGrip clamping plates and the stainless steel screws when exposed to salt water. This results in an unprecedented durability in even the most metal hostile environments.
If you use high tech webbing made from Dyneema, or Dyneema hybrid, this is the plate type you want to go for! You will greatly benefit from the significantly better grip on PA, PES, HMPE, and UHMWPE, than any other rubber compound on the planet.
Rubber plate production cycle
Five suppliers need to be coordinated and production requires a staggering 15 steps (without packing and shipping), until a rubber plate is finally ready to be installed in the lineGrip. Therefore a new batch of 2500 plates takes at least 4 months for completion.
Production starts with laser cutting the plates from 2mm sheet metal, next is removal of the laser-cutter micro-burr, counter sinking the three screw seatings, vibration grinding, korund shot peening, quality control of the finished metal carrier plate, application of rubber tie primer, vulcanizing, tempering, 1 month of ventilating, rubber spillover edge deburring, rubber spillover removal in counter sink cavity, removal of the injection nozzle, quality control of the finished rubber plate, and finally laser etching the batch number to the edge of each plate.
All of these steps, except laser cutting and vibration grinding, are performed manually for each single plate. Each plate is probably handled by 20 different persons and intricately handcrafted for at least 10 minutes in total, before it’s installed in a lineGrip – mind you, all this is conducted in Germany by highly qualified specialists!
From this point of view, I may state, the lineGrip Type-3 rubber plate is a little masterpiece in itself 😉
Rubber plate testing and specs
This machine – we lovingly named it the “lineGrip torture chamber” – has a max. testing capacity of 40kN, and a max. displacement (pulling distance) of 150cm. We can simulate/generate heat up to 60°C with +/-1° accuracy. Cold tests are achieved by simply cooling the lineGrip and webbing in the freezer.
The temperature sensor of the “rubber verification unit” is located inside the clamping plate, directly at the rubber plate, to get the most accurate reading possible of the rubber’s temperature.
Back in 2010/2011 this machine was continualy in use… I honestly did not log every single usage in one list to count them all, but it must have been close to 1000 temperature tests we did in total.
Today the temperature simulation is only needed once or twice per year to verify and approve the functionality of the new rubber mixture for a new rubber plate batch.

Length: 107 mm
Width: 26 mm
Thickness total: 3,5 mm
Thickness carrier plate: 2 mm
Thickness rubber coating: 1,5 mm
Weight: 19,5 g
(Type 2 w. steel carrier plate: 41,9 g)
Distance screw cavities: 36,5 mm
Screw definition: M4 DIN 7991
Rubber compound: lineGrip Type-3
Rubber hardness: 85° Shore-A
